乙烯利是一种重要的植物生长调节剂,化学名称2-氯乙基膦酸,在我国有50多年的使用历史,其广泛应用于水稻、小麦、高粱、棉花、油菜、甘蔗、番茄、香蕉、菠萝、苹果、橡胶、烟叶等粮食及经济作物。
本文以环氧乙烷和三氯化磷为起始原料,将常压酸解工艺改为加压酸解工艺,提高了乙烯利含量。
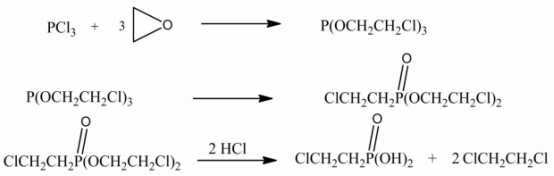
1.合成反应原理
目前国内外成熟的乙烯利工业化生产方法就是三氯化磷与环氧乙烷路线,反应方程式如下:
2.实验部分
2.1主要原料
环氧乙烷,≥99.9%,工业品,南京扬子石化股份有限公司;三氯化磷,≥99%,徐州建平化工有限公司;氯化氢,≥99.9%,山东顺诚化工有限公司。
2.2主要仪器
500mL哈氏合金高压反应釜、500mL不锈钢高压瓶,威海汇鑫化工机械有限公司;YRE-202B型旋转薄膜蒸发器、DF-101S型磁力搅拌油浴锅、PLSB-5L型低温冷阱、循环水真空泵,巩义予华仪器公司;Agi-lent6890N型气相色谱仪,安捷伦公司。
2.3分析方法
三氯化磷:HG/T2970-2009规定的方法;环氧乙烷:GB/T13098-2006规定的方法;氯化氢:GB/T14602-2014规定的方法;乙烯利原药:GB24750-2009规定的方法。酯化反应的中间体三酯和重排反应的中间体二酯的控制采用气相色谱法进行跟踪分析,三酯的反应跟踪,氯离子含量≤0.3%,双酯含量≤2%,可停止反应;二酯的反应跟踪,三酯含量≤0.3%,可停止反应。
2.4操作步骤
2.4.1酯化
装配好实验仪器和氮气置换。在250mL烧杯中称取150g三氯化磷,氮气保护下倒入500mL四口烧瓶中。冷阱温度设定为-5℃,当烧瓶内料温降至10℃时,启动循环齿轮泵至正常,再打开计量称上的环氧乙烷钢瓶阀门,开始通入环氧乙烷,反应温度10℃~40℃,直至通入环氧乙烷145g。环氧乙烷通完后保温1h,取样分析氯离子≤0.3%,然后把物料转移至另一个500mL的四口烧瓶中,再把温度调至40℃保温6h,酯化反应结束,取样化验分析三酯含量。
2.4.2重排
前述反应好的三酯连同500mL四口烧瓶一起放入旋转薄膜蒸发器中,启动真空泵,-0.09MPa下抽真空10min。接着把装有三酯的500mL的四口烧瓶放入磁力搅拌油浴锅中,氮气保护下140℃~200℃保温1~19h,重排反应结束。反应终点控制以化验分析三酯含量≤0.3%为准,然后物料降至常温取样化验分析二酯含量。
2.4.3酸解
把重排得到的二酯转入500mL哈氏合金高压反应釜中,釜温至90℃时,通入氯化氢气体,压力控制在0.3~0.6MPa。当物料温度升至130℃~160℃时,保温15~30h。保温结束后抽真空30min,抽真空时,物料底通氮气鼓泡,然后降温至80℃,取样测乙烯利含量。
3.结果与讨论
3.1酯化反应
实验中发现环氧乙烷的通入方式对反应影响很大,开始是把环氧乙烷直接通入四口烧瓶中,反应慢;后改成文丘里管吸入环氧乙烷,反应速率提高了几倍。
另外,酯化反应温度对三酯含量也有较大影响,温度高,反应快,但环氧乙烷活性高,不稳定,高温能加剧环氧乙烷的副反应,使三酯含量下降。经过综合考虑,酯化反应温度为25℃,既能保持较快的反应速率,又能保证三酯的含量。
3.2重排反应
从实验结果看,高温反应速率快,但二酯含量低,说明高温下副产物较多。因此重排反应宜采用低温,且温度控制在150℃最佳,不但二酯含量高,而且重排反应温和,重排反应的安全性也大大提高,反应时间虽然长一些,但可以接受。
3.3酸解反应
温度对酸解反应来说十分重要,实际上酸解反应是分两步进行的,第一个氯化氢与二酯反应相对容易,第二个氯化氢的反应比较困难,因此初期的反应温度可以低一些,后期酸解反应温度一定要升高。有关文献报道的酸解温度是150℃~160℃,但是我们经过反复实验,确定酸解温度140℃~150℃最优。
我公司的乙烯利酸解工段曾经采用常压酸解工艺,酸解釜为5000L搪瓷釜,产品含量仅82%;新建装置改为加压连续酸解工艺,酸解釜10000L搪瓷釜,酸解压力0.4MPa,温度145℃,乙烯利产品含量92%以上,与小试结果吻合。
4.结论
(1)通过对乙烯利三步反应的探索以及工业化生产装置的应用,乙烯利生产的最佳工艺条件是:采用文丘里管加料,酯化温度25℃,重排反应温度150℃,酸解反应温度145℃,酸解反应压力0.4MPa,乙烯利含量达到92%以上。
(2)三氯化磷和环氧乙烷生成三酯的反应用文丘里管能取得比较理想的效果,可能是文丘里管使参与反应的两种物料瞬间完成了混合,两种物料分子之间的碰撞几率加大,从而加速了反应速率;另外,反应物料的快速混合使局部反应温度过高的问题得到了改善,因此三酯的含量也有明显提高。
(3)酯化反应温度高,反应快,可缩短反应时间,但对三酯的含量不利。另外,在实验中发现,酯化反应温度一旦超过40℃,三酯的颜色发黄,因此酯化反应的温度不宜高。
(4)有文献报道,酯化反应环氧乙烷与三氯化磷的配比是环氧乙烷过量5%~10%,但实验证明,环氧乙烷与三氯化磷等摩尔就行,这样可以节省原料。我公司乙烯利新建装置就是按等摩尔投料操作的,运行情况正常。
(5)重排反应以低温长时间为宜,这样操作得到的二酯质量好,同时提高了反应的安全性。另外,理论上三酯中加入一定量的二氯乙烷有利于反应,故我们在三酯中加了8%的二氯乙烷进行验证,没有见到明显的效果。
(6)酸解反应也是以低温长时间为宜,因为温度高会造成产品颜色加深。酸解反应的压力0.4MPa为最佳,再增加压力,对乙烯利含量的提高没有太多帮助,反而会增加电耗,增加设备泄漏的可能性。
声明:本文所用图片、文字来源《安徽化工》,版权归原作者所有。如涉及作品内容、版权等问题,请与本网联系
相关链接:乙烯利,环氧乙烷,氯化氢
文章版权备注
- 2023-05-01不同贮藏方式对红香酥梨采后生理及品质的影响(一)
- 2023-05-01奶味香精的制备技术与开发现状
- 2023-05-01双孢蘑菇液体菌种发酵及栽培效果浅析
- 2023-05-01菌种强化结合工艺优化提高酱香白酒基酒中四甲基吡嗪含量的研究(二)
- 2023-05-01发酵小麦胚芽产2,6-二甲氧基对苯醌菌种筛选及发酵条件优化(一)
- 2023-05-01猕猴桃中铁含量的测定与测定因素的探究
- 2023-05-01腐植酸调节砷酸盐生菜毒性作用研究(四)
- 2023-05-01腐植酸调节砷酸盐生菜毒性作用研究(三)
- 2023-05-01腐植酸调节砷酸盐生菜毒性作用研究(二)
- 2023-05-01腐植酸调节砷酸盐生菜毒性作用研究(一)
 豫ICP备19024296号
豫ICP备19024296号 售前咨询
售前咨询