马铃薯薯渣固态发酵生产 菌体蛋白饲料的工艺研究(三)
伴随着发醇溫度的慢慢提升, 发醇产品中粗蛋 白质和真蛋白质指标值成分展现先提高后减少的趋 势,溫度 32 ℃时微生物菌种成长发育造成的真蛋白质含 量最大,为固态发酵的最好溫度。
2.2.5 发酵时间对真蛋白质年增长率指标值的危害
固定不动原材料质量比(薯渣∶麦麸)为 85∶15、硫酸铵加上量 2%、塑造溫度 32 ℃、黑曲霉 亚热带假丝酵母 解脂假丝酵母 葡萄酒假丝酵母接菌量均为1%,研 究不一样发酵时间对真蛋白质年增长率指标值的危害,結果见图 5。
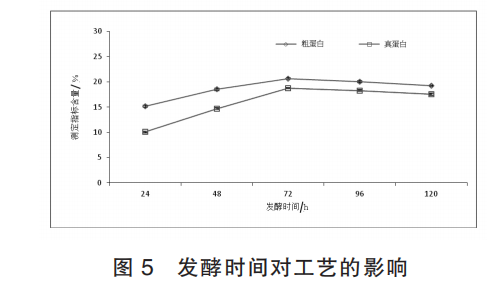
伴随着发酵时间的慢慢提升, 发醇产品中粗脂肪和真蛋白质指标值成分展现先提高后减少的趋 势, 发醇早期好氧情况下黑曲霉菌苗糖化功效促 进菌体蛋白质的繁育生长发育,有利于真蛋白质成分的提升; 发醇中后期厌氧发酵情况下糖化功效形成的发酵时间72 h 真蛋白质成分最大。
由图 5 得知,每过 12 h 取试品完成检验,发醇 试品粗脂肪成分及年增长率随時间的改变慢慢增 大,在试品塑造 72 h 以后,蛋白质含量转变并不大; 可溶性糖成分在添加酵母后的 12 h,原材料之中的 可溶性糖快速降低,还原性糖被菌体快速运用,而在12 ~ 36 h 时因为黑曲霉的糖化功效显著, 可溶性糖成分维持在 8%之上,为防止黑曲霉造成胞子,将物品开展密闭式塑造,因为塑造条件的更改,造成可溶性糖成分渐渐减少,而在 84 ~ 96 h 时,还原性糖成分降低速率较低,一方面酵母逐渐脆化,另一方 面培养液中营养元素减少,因而菌体运用还原性糖的 速度减少; 在 72 h 以后可溶性糖成分较小且转变 并不大,这时表明菌体运用糖的速度菌体自溶释放出来糖的速率基本一致,因而糖的成分转变不大。 因而能够看得出最好塑造时间 72 h。
2.3 正交和提升实验效果剖析
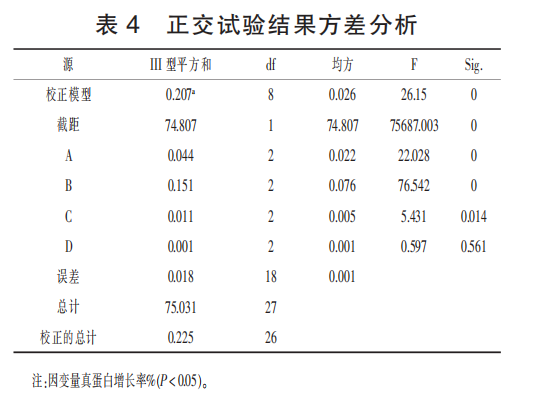
由表 3 得知,4 个要素对有机化学氮年增长率危害的层次次序为 B>A>C>D,在其中,硫酸铵加上量对土豆薯渣发醇生产制造菌 体蛋白质饲料中真蛋白质成分提升的危害较为明显, 次之为薯渣与麦麸的品质占比组成与塑造溫度,危害很小的要素为塑造時间。 最适合固态发酵生 产菌体蛋白质饲料的加工工艺搭配为 A2B2C2D1。 即薯 渣与麦麸的品质例为 85S 15F, 硫酸铵加上量为2%,塑造溫度 32 ℃,塑造時间 72 h。 根据正交实验方差分析结果显示(表 4),前三个要素 A、B、C 对土豆薯渣发醇生产制造菌体蛋白质饲料真蛋白质提高 率的危害均具备明显差异水准(P < 0.05),要素D 对真蛋白质年增长率的危害差别不明显,因而,挑选 短期内固态发酵省时省经济发展成本费且成效显著。

2.4 菌体蛋白质饲料加工工艺标准认证
依据提升发醇加工工艺明确最好情况为土豆薯渣固体原材料塑造 基:薯渣∶麦麸=85∶15,硫酸铵加上量 2.0%,发醇温 度 32 ℃,发酵时间 72 h,黑曲霉 亚热带假丝酵母 解脂假丝酵母 葡萄酒假丝酵母接菌量均为 1%,进 行小试 1 T 发醇原材料认证实验, 发醇物质粗蛋白 质成分 20.16%,真蛋白质成分 18.3%,与正交和加工工艺 提升获得的粗脂肪和真蛋白质成分相一致, 说明土豆薯渣固态发酵菌体蛋白质饲料加工工艺单要素试 验与正交和提升实验結果靠谱。
3 探讨
3.1 固态发酵方法对菌体蛋白质饲料发醇技术的危害
有科学研究报导说明, 固态发酵关键技术于废 渣废弃物的解决,具备易干躁、高回收利用等特性,可把 发醇物(包含发醇底物、菌体以及新陈代谢物质)所有运用,既保存了活力成份又不容易造成废水环境污染。 本实验未选择液体发 酵是以其发酵设备成本费较高, 发醇物质固液分离设备 加工工艺繁杂,加工工艺造成很多发醇污水,不适合小规模纳税人 发醇生产制造。实验结果显示,固态发酵最好工艺技术标准下发醇产品中粗脂肪的含量为 20.28%,粗脂肪 年增长率为 59.2%;真蛋白质成分 18.4%,真蛋白质提高 率是 194.4%;可溶性糖成分为 6.07%,根据多菌 种合作固态发酵可以明显提升发醇产品中的粗蛋 白质和真蛋白质成分,与先人探讨的结果相一致。 固态发醇产粗脂肪 与真蛋白质成分的提升来自非蛋白氮源的发醇生成全过程和蛋白的“浓缩效用”,因非蛋白化学物质 的耗损从而提升粗脂肪和真蛋白质成分指标值归属于 表观状况, 原材料总蛋白质含量并没有发生真真正正的提升)。发醇原材料中的非蛋白氮源历经 酵母的发醇运用转化成可以被小动物立即吸附使用的真蛋白质, 从而提高发醇物质的食用价值和鲜美 性是固态发酵的主要重要基准点。
以固态发酵为前提条件选用前 24 h 好氧发醇方 式和后 48 h 连续发酵方法的加工工艺线路, 与先人单一的固体好氧发醇和液体连续发酵加工工艺不一 致。 关键因素是接菌原材料历经 24 h 的发醇塑造 与多次的滚动搅拌, 原材料层匀称爬满黑曲霉菌 株的乳白色菌体, 并在透气性能好的发醇原材料表面 生长发育出一层黑曲霉灰黑色胞子, 伴随着发醇塑造时 间的不断,灰黑色胞子总数将成几何倍数提高,发 酵物质带有大量的的黑曲霉胞子将导致小动物人体 的损害。因而,发醇加工工艺前提挑选前 24 h 好氧发 酵, 在材料中菌丝爬满但未造成灰黑色胞子时 开展连续发酵方法, 原材料中本身带上和黑曲霉新陈代谢产品的糖化功效形成的可溶性糖成分可以达到酵母的成长要求, 根据发醇后物质中残 留很多可溶性糖成分说明好氧-厌氧发酵加工工艺可以达到酵母在进行发酵全过程中对可溶性糖的要求, 有效运用好氧性黑曲霉与兼性厌氧性酵母各 自特性开展合作不但可以符合加工工艺合理化安 全性的规定, 还能提升发醇物质中真蛋白质成分 和融入工业生产的必须 。
3.2 不一样加工工艺主要参数对菌体蛋白质饲料发醇技术的危害
微生物菌种生长发育发醇必须足够的氮源以达到正 常生长发育须要和新陈代谢生成体细胞化学物质(蛋白、碳水化合物 和核核等) 。 土豆薯渣中氮源成份的含量低是未被灵活运用二次生产加工的首要缘故, 在土豆薯渣固态发酵培养液中加上麦麸和盐酸 铵成可以填补土豆薯渣氮源不够的难题,本实验结果显示,当麦麸加上量为 15%和硫酸铵加上量为 2%时, 粗脂肪年增长率和真蛋白质年增长率 指标值最大。 很有可能因为当麦麸成分低于 15%,原材料氮源成分不够危害酵母蛋白质成分的转换; 当麸 皮成分超过 15%时,酵母很多繁育造成原材料自 身和黑曲霉糖化功效形成的可溶性糖成分大幅度降 低, 酵母生长发育遭受干扰造成粗脂肪成分增长幅度 较小,这与程方和刘树栋科学研究結果相一致。麦麸加上量越大,原材料中的总蛋白成分越 高,但太多的麦麸成分提高了费用资金投入,融合经济收益成本费和真蛋白质年增长率指标值考虑到, 麦麸加上量为 15%。 加上的硫酸铵成分可以提升原材料中粗蛋 白质成分, 但太多的无机物氮源可以抑止微生物菌种菌 体的发育繁育,造成其光合作用减少,危害粗蛋白 质、真蛋白质成分及年增长率,因而,单要素实验盐酸 铵最好的增加量为 2%,这与罗明亮科学研究非蛋白氮成分不超过 3%的結果相一致。
发酵温度是危害微生物菌种生存和成长的首要因 素之一,溫度上升,微生物菌种生長繁育速度加速;溫度过高,蛋白基本转性而抑止酶促反应,减少微生物菌种生長繁育速度,因而,适合的气温可以推动微生 物的繁育生长发育。 实验结果显示,发 酵溫度 32 ℃时粗脂肪与真蛋白质成分最大,无机物氮转转化成有机化学氮的转换速度最好是 与科学研究结论一致。 发酵时间是危害精饲料中真 蛋白质成分的主要要素,发酵时间短,酵母无法灵活运用速效性氮源繁育生长发育, 无机物氮转换真蛋白质速 率过低;发醇时间长,生产制造成本上升。 实验結果表 明,发酵时间超出 72 h 的粗脂肪成分转变差别较小, 可溶性糖成分在发酵时间 48 h 后快速降 低,最好发酵时间为 72 h。
现阶段世界各国土豆薯渣固态发酵生产制造菌体蛋 白精饲料科学研究主要是聚集在提升粗脂肪成分环节,相关菌体蛋白质饲料中真蛋白质成分及真 蛋白质增长率指标值的分析较少, 本实验主要选择真 蛋白质成分和真蛋白质年增长率指标值做为判定根据,取 得不错的检验結果。 在黑曲霉和酵母混和发醇 塑造操作过程中, 发醇产品中纤维素酶和胰蛋白酶活力 指标值未开展测量, 针对活性物质尚需进一步深入分析探讨。
4 结果
运用复合型菌种固态发酵土豆薯渣生产制造菌体 蛋白质饲料, 提升发醇加工工艺明确最好情况为土豆 薯渣固体原材料培养液:薯渣∶麦麸=85∶15,硫酸铵加上量为 2.0%,发酵温度 32 ℃,发酵时间 72 h, 黑曲霉 亚热带假丝酵母 解脂假丝酵母 葡萄酒假丝 酵母菌接菌量均为 1%;固体原材料好氧发醇 24 h,物 料颗粒物表层铺满匀称乳白色菌丝; 连续发酵 48 h,造成浓烈的香醇味道, 这时粗脂肪成分与真蛋 白成分各自提高 28.28%和 18.40%。 此方式项目投资 少、经济效益高、加工工艺较简易、低成本,适合规模性营销推广 运用, 为在我国生产制造高品质蛋白质饲料给予了一个新的方式。
文章版权备注
- 2023-05-01奶味香精的制备技术与开发现状
- 2023-04-04阿魏酸及其衍生物在食品添加剂领域研究进展(一)
- 2023-03-23甘肃省榆中县市场监督管理局强化食品快检 筑牢食品安全防线
- 2023-03-23常德:专项整治酒类市场12种违法行为
- 2023-03-23贵州这7批次食品检出食品添加剂问题,有食用植物调和油、冰糖大蒜、无油剁椒等
- 2023-03-23怀化:部署开展制止餐饮浪费专项行动
- 2023-03-23超90%展商已确认展位 6月食品原料展带来海内外商机
- 2023-03-23关于召开2023年国际食品安全与健康大会的通知
- 2023-03-23河南省市场监管局召开落实食品安全“两个责任”暨制止餐饮浪费专项行动调度视频会议
- 2023-03-23邵阳市食品安全“两个责任”机制推进暨野生蘑菇中毒防控部署电视电话会议召开
 豫ICP备19024296号
豫ICP备19024296号 售前咨询
售前咨询